

Membrane Bioreactors (MBR)
Hydroflux supply a comprehensive range of membrane bioreactors based on preassembled modular units and large custom designed treatment plants.

The main features of the MBR process are:
- Very high-quality treated water due to the use of membranes for separating biomass from the treated wastewater stream. This enables water to be used directly for non potable reuse or further treated in RO systems for direct potable reuse.
- The MBR requires a comparatively small aerobic tank footprint due to elevated mixed liquor suspended solids operating concentrations.
Find out more
For smaller applications, the system is supplied complete with the aeration tank and MBR modules integrated into one container. Following any pre-treatment that may be required, this unit is simply bolted to a concrete pad, connected to the raw water supply and is ready to go!
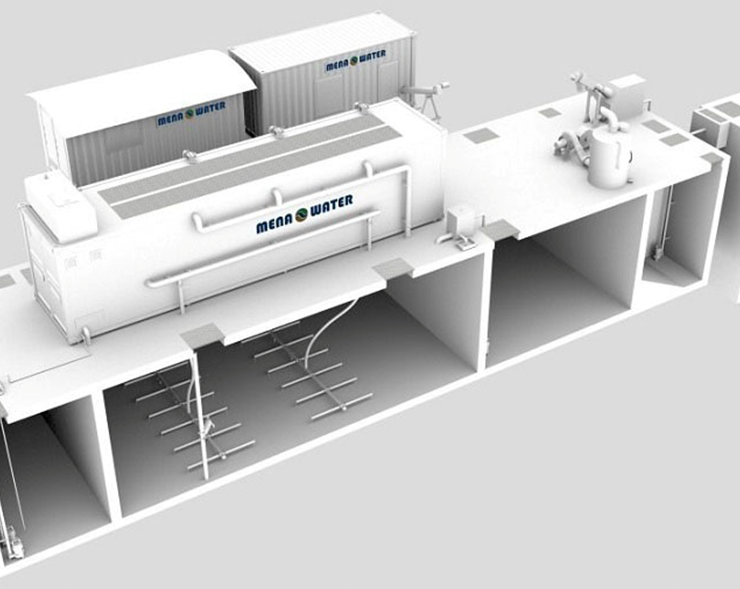
For larger systems, the convenience of a preassembled modular unit remains, however the unit in these cases comprise the membranes, tanks and ancillary components only. In this case, the MBR system can treat up to 1500 kL/day.
MR-I treatment plant for smaller applications
- The MR-I package is a fully assembled treatment system
- The aeration tank forms part of the module, with all necessary components such as screens, pumps, blowers, instruments and disinfection pre-piped and wired
- Capacities from 10 to 250 m3/d for domestic strength sewage
- Aluminium cladding provides long life for the module itself
- Aeration tank is fabricated from stainless steel
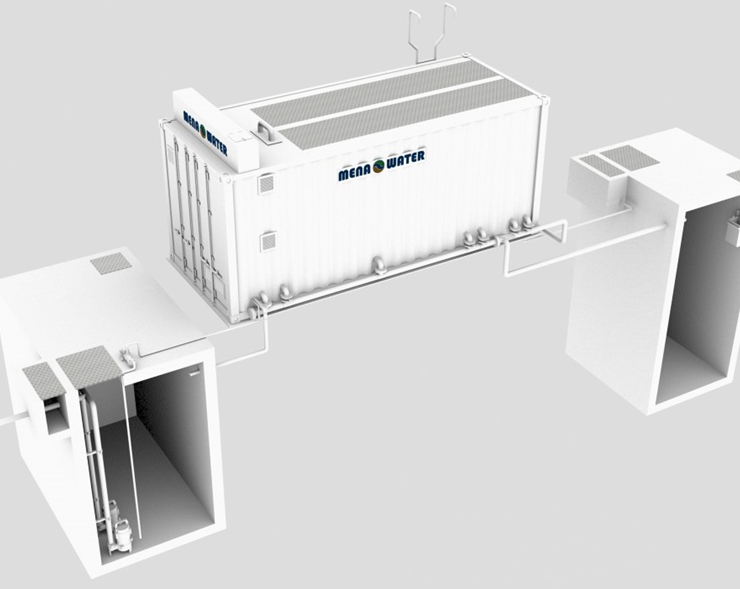
MR-U MBR for use with external aeration tanks (can be above ground)
- For the MR-U package, the membrane compartment along with necessary ancillaries such as blowers is installed within the module
- The inlet works, aeration tank and sludge pumps are mounted separately in a concrete tank, which can be either above or below ground
- The system design is by MENA Water including layout, equipment list, sizing, process and hydraulic
- This system can be provided with capacities up to 1500 m3/d
MBR’s are ideally suited for the treatment of industrial wastewater specifically to remove organics and nutrients and produce a very high treated water quality suitable for environmental discharge or recycling.
- Meat and poultry industry
- Dairies
- Beverage sector
- Fruit and vegetable processing
- Potato and potato chips
- Vegetable oil processing
- General Food industry
- Manufacturing
- Industrial laundries
- Paper, cardboard and printing
Capacities
In industrial applications the complete packaged MR-I complete system is an ideal solution for a flow rate of less than 25 m3/day subject to the organic load and required performance.
As the MR-U system is a preassembled membrane module and used as a biomass separation device, the capacity of the system is mostly dictated by the number of membrane modules that are installed within the unit.
Subject to detailed design, the standard MR-U system capacities are shown in the table below.
| Model Number | Capacity (m3/day) | Foot Print (ca.) L X W (m) |
| MW-M25 | 25 | 7 x 2 |
| MW-M75 | 75 | 13 x 3 |
| MW-M150 | 150 | 14 x 4 |
| MW-M300 | 300 | 16 x 5 |
| MW-M450 | 450 | 18 x 6 |
| MW-M600 | 600 | 22 x 6 |
| MW-M1000 | 1000 | 28 x 5 |
The Footprint is based on the membrane container only. The aerobic vessels will require considerably greater space.

MENA Water is an engineering and manufacturing company specialising in the field of containerised complete Water and Wastewater treatment systems that offer the advantages of rapid deployment, significant cost savings whilst not compromising on quality, through innovative ready made solutions.
With hundreds of installations completed using MENA Water’s ultra-modern technology, in the wet infrastructure utilities sector, MENA WATER is ISO 9001:2008, ISO 14001:2004 and OHSAS 18001:2007 certified to enhance its capabilities via its integrated management system.
The MBR process is an aerobic treatment system incorporating an anoxic zone and an aeration zone followed by removal of biomass via membrane filtration. The use of membranes as the separation method provides ultimate water quality by having a definitive barrier for solids removal.
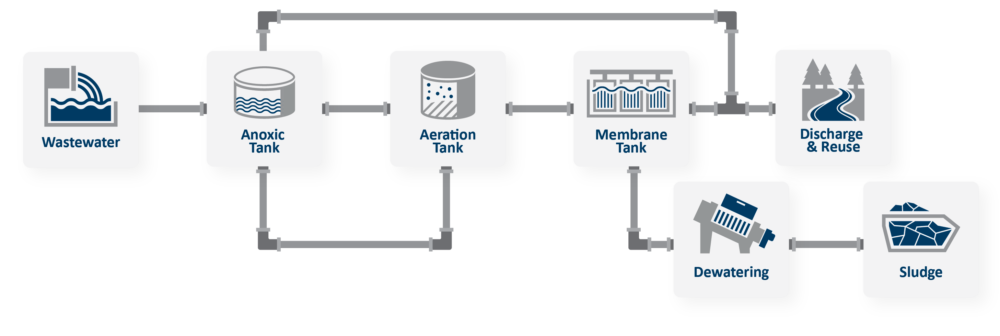
The stages of the activated sludge process:
- Wastewater is introduced into the aeration tank at a constant flow rate where oxygen is introduced.
- Biologically treated wastewater flows out of the aeration tank directly into the membrane tank.
- Water is pumped from the tank via the membranes to the point of discharge.
- Biomass is periodically removed from the membrane tank and is dewatered and further processed or removed from site as waste activated. sludge (WAS). Some biomass is returned back to the aeration tank.
Nutrient removal
Nitrogen removal can be incorporated into the MBR process by the inclusion of an anoxic zone upstream of the aeration tank with a mixed liquor return (MLR) loop that recirculates water between the aeration and anoxic tanks. Some phosphorous will be taken up in the biological process however if very low concentrations are required, a simple addition of coagulant into the reactor is possible to chemically precipitate phosphorous.
MBR’s are ideally suited for the treatment of industrial wastewater specifically to remove organics and nutrients and produce a very high treated water quality suitable for environmental discharge or recycling.
- Meat and poultry industry
- Dairies
- Beverage sector
- Fruit and vegetable processing
- Potato and potato chips
- Vegetable oil processing
- General Food industry
- Manufacturing
- Industrial laundries
- Paper, cardboard and printing

Capacities
The only capacity limit on custom designed MBR’s is the available space.
Hydroflux employs qualified civil, mechanical, chemical and electrical engineers plus a team of experienced project managers, site supervisors, commissioning engineers and service technicians based in offices in most capital cities providing a local presence throughout the duration of the project.
All projects are conducted under externally approved occupational health and safety, and environmental management systems.

Hydroflux is Australia’s first Water-tech company to achieve Climate Active certifications which means his means you are engaging with a carbon neutral organisation without increasing your carbon footprint and you are supporting positive and verified action on climate change.

Construction of a complete wastewater treatment plant incorporating MBBR at a food processing plant in Queensland.
Hydroflux can complete all the following works in-house which are typically required to construct a wastewater treatment plant.
- Process design, development of PID’s and HAZOPS reviews
- Establishment of the most suitable wastewater treatment plant layout
- Equipment and component selection
- Civil and building designs including preparation of documentation for council or other regulators
- Electrical design and programming
- Project management and site supervision
- Environmental / Occupational health and safety plans and report
- Quality assurance plans
- Earthworks, civil works, building works, mechanical and electrical installation
- Commissioning, training and documentation as required.
Stainless steel panel tanks are often used for aeration tanks.